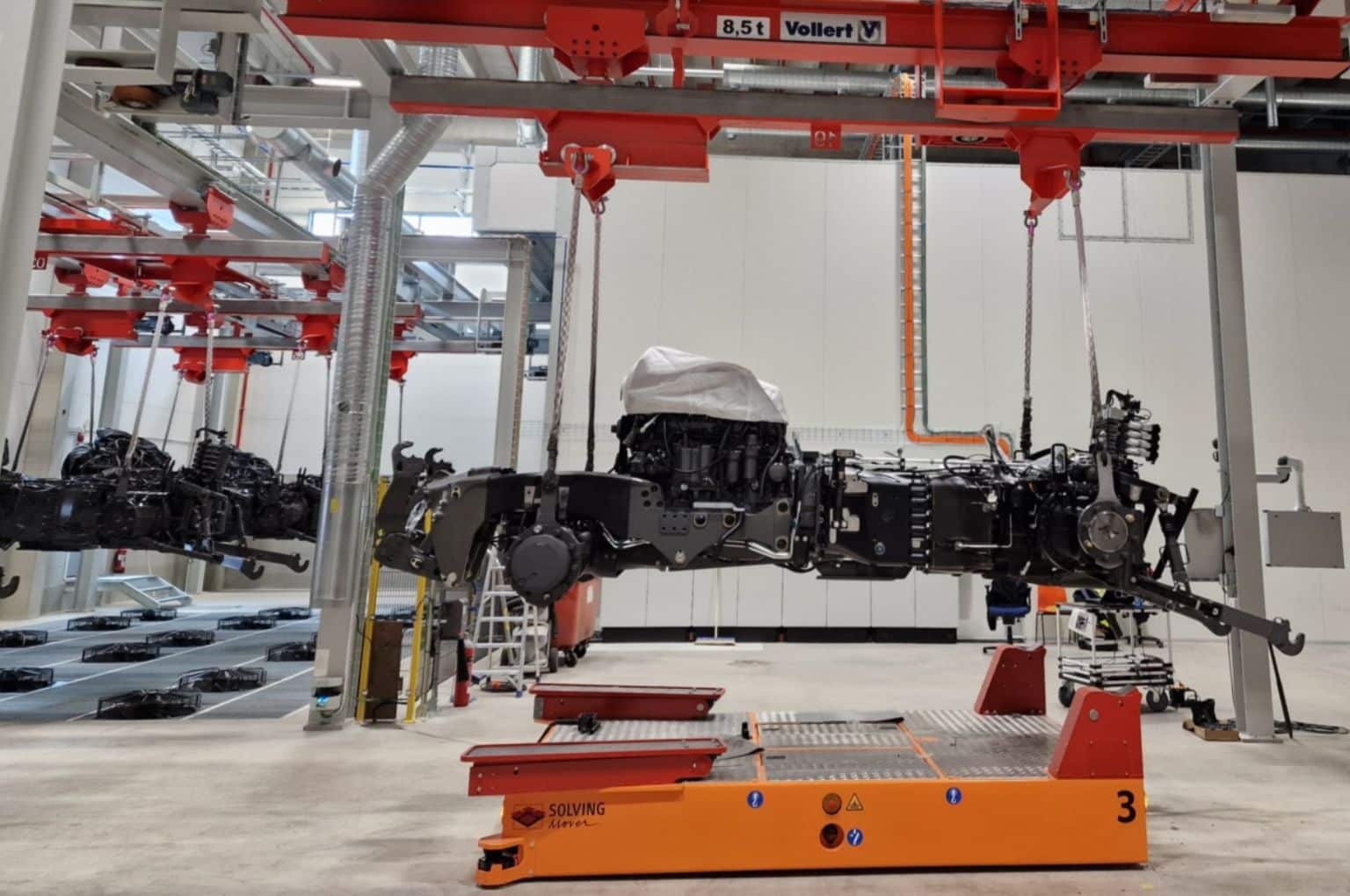
Valtra depends on a clever intra-logistics solution for coating tractors in its plant in Suolahti, Finland. Completely pre-assembled chassis, weighing up to 8.5 tons, are coated in a new paint shop and follow the continuous cycle of overall production. Thus, a chassis can be completed every eight minutes.
“Production sets the pace for the system, which is why transportation and coating must function absolutely reliably within the closed circulation system. Other special features include an over-night service for the workpieces and the space-saving system layout,” explains Lukas Gänsler of intralogistics specialists Vollert Anlagenbau from Germany, who installed the new paint-shop .
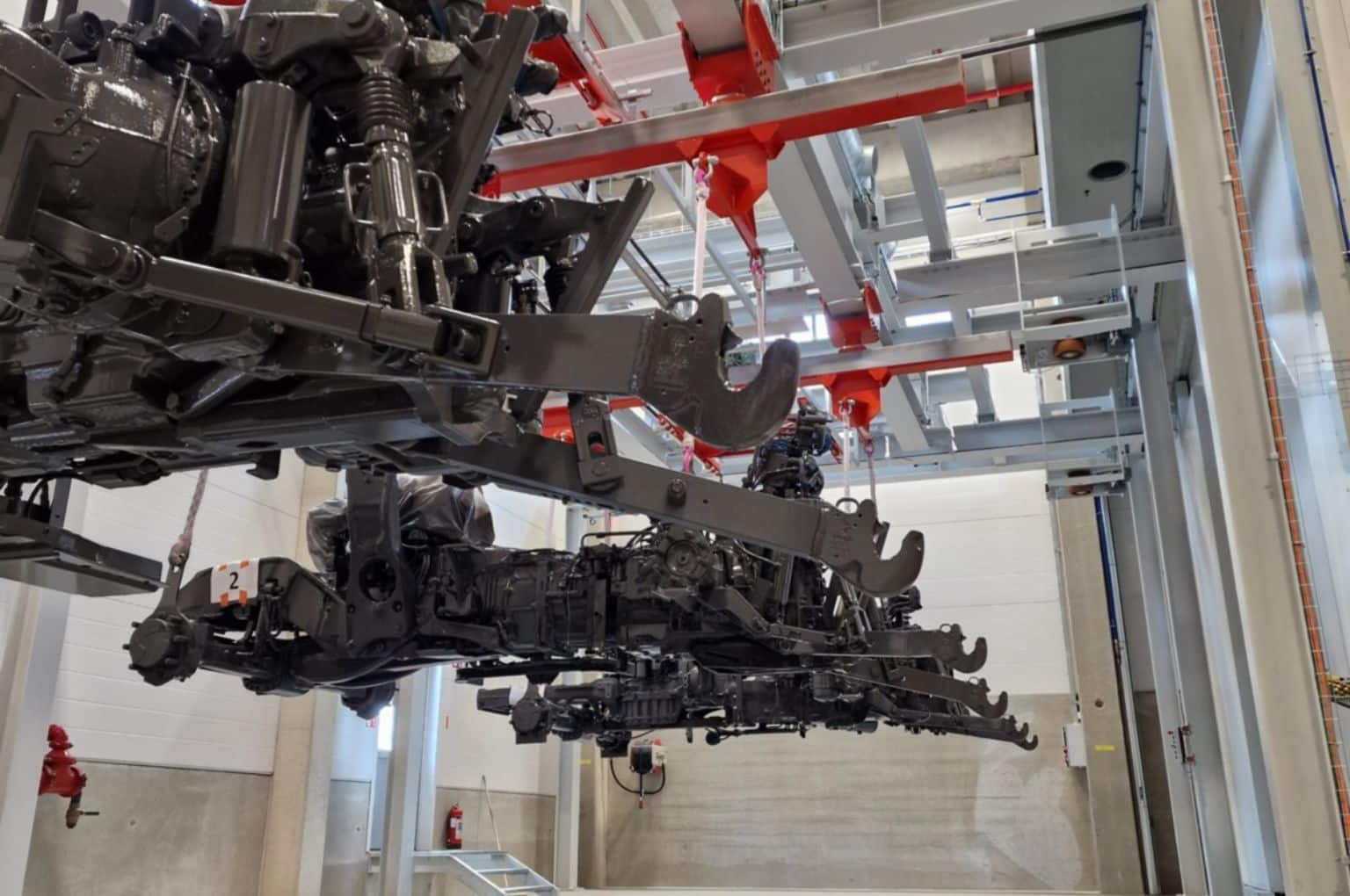
The new paint shop not only allows these chassis to be coated overhead, but also to be buffered in a closed circuit and guided around corners. Two chain pushers in combination with friction wheel drives are used for this purpose. The lean solution guarantees continuous production in automotive eight-minute cycles.
Despite its size, with 25 work stations and around 150 meters of track, the new paint shop at Valtra only requires an area of 50 x 20 meters. This is made possible by the parallel arrangement of the stations on two counterrotating tracks, each of which is equipped with chain sliders and rotating rail elements at the head ends. This enables the goods carriers to be transported crosswise at a 90-degree angle, allowing them to circulate in the tightest of spaces. When the product carriers reach the end of a travel section, two rail elements together with the product carrier holders rotate through 90 degrees. A chain pusher then pushes the workpieces in cross transport to the next turning station, where the changeover to the singletrack system takes place in the opposite direction.
Over-night service
Within the entire system, the product carriers are fed by friction wheel drives. This is an important aspect, as they allow the workpieces to be moved forwards and backwards, even in closed circulation. At the end of the work cycle, the parts can be processed in the four pre-treatment and drying stations. The workpieces are then temporarily parked in buffer areas. The experts at Vollert use the two transverse travel paths of the chain conveyors for this purpose, because unlike automatic cranes or Power&Free systems, chain conveyors in combination with the friction wheel concept can buffer several product carriers and parts if required.
Furthermore, no additional buffer space is required due to the use of the existing travel path. At the start of the next shift, the already prepared tractor chassis are returned to the pre-treatment drying station for preheating and then the paint shop is started up in line with production.
Balanced heavyweights
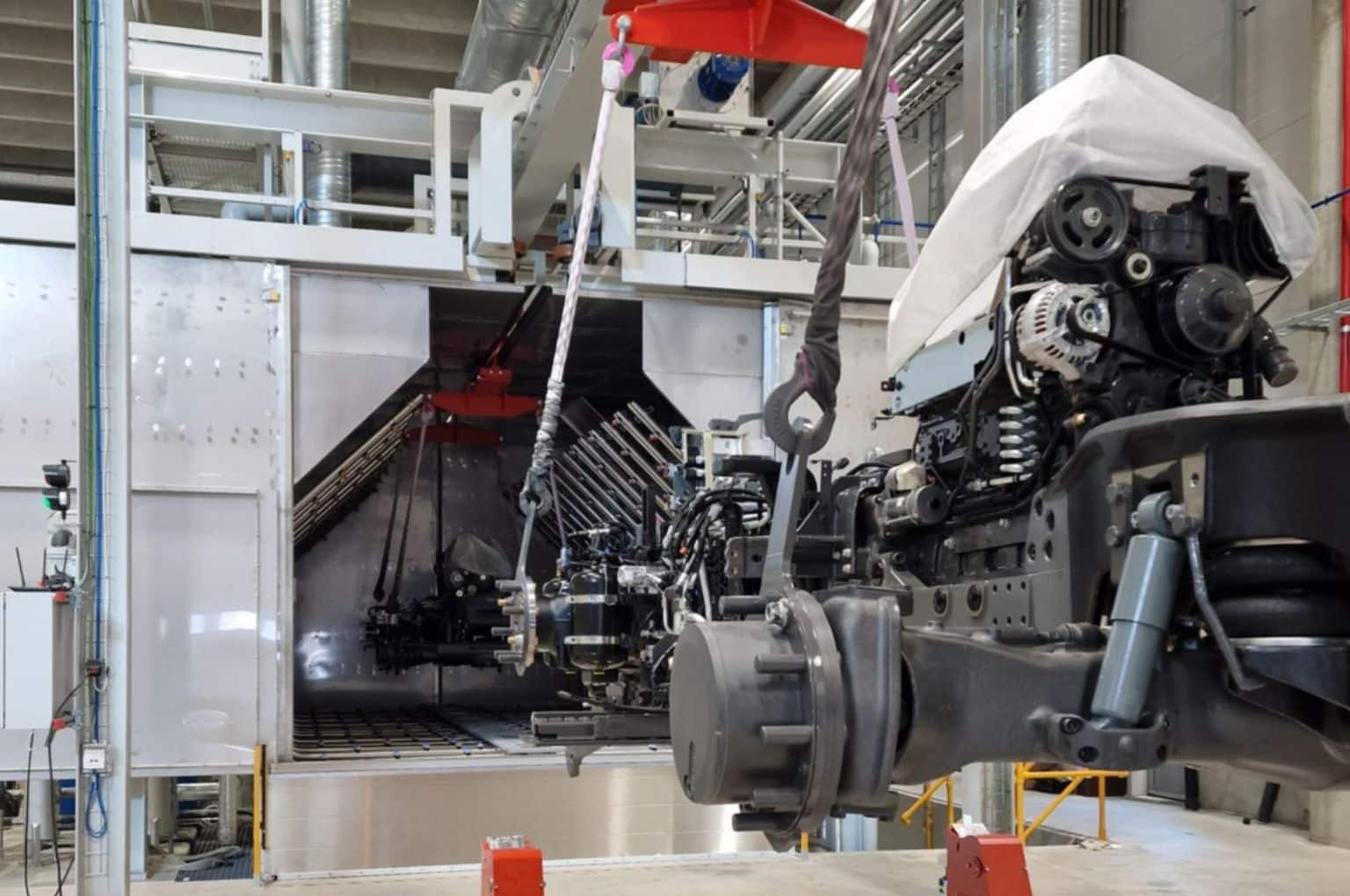
The workpieces are loaded and unloaded by a Vollert lifting station, which also marks the start and end of the paint shop. The chassis are loaded and unloaded automatically by automated guided vehicles (AGV). In order to be able to use a cost-effective single-track system despite the different sizes of the vehicle chassis and their uneven load distribution, Vollert developed special product carriers that allow the workpieces to be easily balanced.
Small trolleys on the product carriers allow variable adjustment of the suspension points depending on length and model. Meanwhile, scanners protect the employees in the work area before the product carrier begins its journey through the system.
At Valtra, wet painting with primer and top coat is carried out in two stations by four painting robots. Other work stations include drying, the oven and evaporation and cooling stations.
In order to enable safe and simple maintenance, no ladders are required in the entire system area. This is made possible by maintenance platforms integrated into the dryer, which can be reached via the dryer roof, a generally well thought-out accessibility of the friction wheel drives and easy access to the pre-treatment area with fall protection.